Slip lining process with PE100 pipe
SLIPLINING - TECHNIQUE
Slip-lining is perhaps the oldest of all trenchless techniques. It involves the insertion of a new PE100 or PE100-RC liner pipe of standard diameter and SDR into an existing pipe.
Under the right conditions, slip lining is also the simplest trenchless technique. A new pipe with an outside dimension smaller than the inside dimension of the host pipe is either pulled or pushed into the host pipe. The ideal host pipes for slip lining are straight with no deformities, no or modest bends, no severe protrusions into the pipe, and only modest offset joints. Sliplining requires a minimum radial clearance of about 10mm and such a fit cannot always be obtained because the standard metric pipe sizes for PE100 do not neatly match the internal diameters of old cast iron pipes. As a result, the technique may result in a substantial decrease in capacity although this will be offset to some extent by the lower friction of the PE. Pipe manufacturers should be contacted to investigate the diameter options currently available, increasingly they are adding sizes to maximise the capacity of insertion pipes. Slip lining may be continuous or segmental.
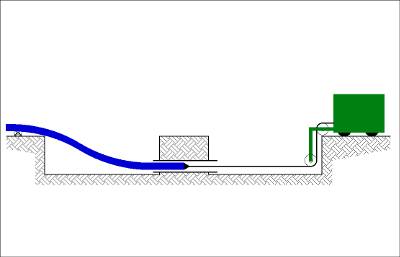
Image courtsey : Exova Utilities
PE100/PE100-RC is most commonly used for continuous slip lining in circular, non-man entry pipes. The new pipe is laid out above ground and pulled through an excavated pit into the host pipe. The new pipe is then winched through the host pipe to an exit pit or manhole. Alternatively pipes typically up to DN200 can be pushed into the old pipe using either pushing machines or attachments fitted to the arm of excavators. In situations where space for layout of the pipe above ground is limited, the new PE100 pipe can be butt-fused during the installation process.
Specialised techniques for live insertion, i.e. insertion while the main is in service, are used in the gas industry. The PE100 liner pipe is pushed into live pipes via a glanded temporary connection. This live insertion is similar to normal insertion of new PE100 pipe into an old low pressure cast iron main with one major benefit: by using a special gland box, the old main is kept live throughout the insertion process and the new PE is gassed up to maintain gas supplies to customers. Once insertion is complete, the main is still kept live to supply customers via the annular space until it is operationally convenient to transfer the services to the new PE main. After completion of the transfer of services from the old host pipe onto the liner pipe, the live head is recovered and then the host pipe purged and abandoned. After the new pipe has been installed, the annular space between the new and host pipe may be grouted. Grout may serve only to restrain the new pipe and transfer load to the existing pipe if this is necessary. For gas pipes it is essential, and in a number of countries mandatory, to grout the annulus between the liner pipe and the host pipe. This is to stop the possible tracking of leaking gas in the old pipe and the slumping of reinstatements.
Live gas main insertion (Courtesy Steve Vick Ltd)
The grout may cause the new and host pipe to act as a composite, increasing the pipe’s ring stiffness and its resistance to external hydrostatic loads. Where grouting is necessary the proper selection and application of grout is often the most difficult part of a slip lining job. Grouts that serve only as a filler to restrain the new pipe are relatively low strength grouts with low viscosity. Structural grouts that serve to bond the liner to the host pipe have higher compressive strengths than grout used only to restrain the liner.
Forces on the liner during grouting may be greater than those that the liner will encounter during normal service. Excessive grouting pressure could damage or collapse the liner. In addition, flotation forces on the liner need to be taken into account when grouting and means taken to avoid flotation especially in large pipes, such as filling the pipe with water and grouting in stages. Foam or thixotropic grouting materials may be used to avoid grout pressure problems encountered in water pipes.
SLIPLINING - PE100 APPLICATIONS
- Water mains.
- Gas mains.
- Sewer rising mains.
- Rehabilitation.
SLIPLINING - INSTALLATION PROCEDURE
Once the host pipe is clean, the lining pipe is fitted with a pulling head or nose cone and set up at the entry excavation on rollers if a long string, and on a coil trailer together with the pipe straightener/re-rounder if a coil. Prior to out-of-service installation the pipe must be isolated and any bends, valves and other obstructions excavated upon and removed. Any service connections should have been identified and on the day of the operation cut off and removed from the pipe.
For gas live insertion operations a section of main must be isolated at one end of the section to be inserted but gas supplies maintained to the old pipe via a bypass fitted across the cut out section. A gland and/or valve is fitted to the host pipe at the insertion location. A different type of nose cone (live head) is fitted which by design has holes to allow the inserted pipe to be purged and gassed up as the pipe or first section is entered into the seal. The end of the pipe being inserted must be capped. It is important that the position of the live head is correctly located in the host pipe.
Pipes can be inserted using four techniques:
- Winching
- Pushing machine
- Pulling/Pushing attachment fitted to an excavator.
- Manually
Winching
This technique is not applicable for the live gas insertion technique.
The winch is set up at the exit excavation, and the winch cable passed through the host pipe back to the entry excavation, through the straightener/re-rounder where present, and attached to the pulling head on the lining pipe.
The winch is then operated, slowly at first until the lining pipe has passed through the straightener/re-rounder and entered the host pipe, making sure it does not scrape on the host pipe end as it enters. Pulling can then proceed at the normal speed of the pulling unit, monitoring progress at any intermediate excavations. The process continues until the lining pipe emerges at the exit excavation and a sufficient length is pulled on through for jointing. The pipe wall should be inspected to confirm that any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% must be investigated. In the gas industry it is standard practice that any defective inserted pipes must be removed and replaced.


Pushing Machine

Image courtesy : Steve Vick International Ltd.
Pushing machines can be used for live or dead insertion techniques. The pushing machine, either pneumatically or hydraulically powered, is usually set up in the entry excavation. A nose cone is fitted to the leading end of the pipe and the pusher advances the PE100 liner into the host pipe. As with winching operations the pipe should be inspected at intermediate excavations to confirm that any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% must be investigated.
An operational advantage of pushing machines is that if an obstruction is discovered the push can be reversed while the obstacle is removed and then continued.
Video courtesy : Steve Vick International Ltd.
This attachment can be used for live or dead insertion techniques.
Design and type of these attachments vary according to suppliers but the technique is broadly similar. The excavator bucket is removed and the attachment is fitted to the position on an excavator where a grabbing attachment is fitted. A nose cone is fitted to the leading end of the pipe, the attachment grabs the pipe and the excavator pushes the PE100 liner pipe into the host pipe. The pipe is then released and the operator uses the excavator controls to grab the pipe again and repeat the process. As with winching operations the pipe should be inspected at intermediate excavations to confirm that any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% must be investigated.
As with pushing machines if an obstruction is discovered the process can be reversed. Correct alignment of the excavator is essential and with limited controls on a conventional excavator the skill of the machine operator is essential to ensure that the host pipe is not disturbed especially if a live insertion operation is being undertaken.
Manually
This process can be used for live or dead insertion techniques. It is suitable for the insertion of short lengths of small diameter pipes into any size host pipe.
It is only used where the use of plant and equipment is not likely to be effective or in congested excavations. It can only be undertaken when weight of liner pipe used in easily handled by the operatives on site in accordance with local manual handling regulations.
Manually inserting pipes follows the same process as a pushing machine with operatives providing the pushing power.
SLIPLINING - EQUIPMENT
At the entry end, the equipment will usually be a coil trailer and pipe straightener/re-rounder, or a set of rollers to carry the string and either:
- Pulling head attached to the nose of the pipe to be inserted or
- A pushing machine or
- Excavator (no greater than 5 tonne with a grabbing/pushing attachment fitted.
- For live insertion operations the equipment stated in (2) or (3) and an insertion gland fitted to the live pipe at the entry end.
In all cases pipe protector cones or other means should be placed over the end of the host pipe to protect the liner pipe. For live inserted pipes the insertion gland will provide this protection.
At the exit end, (not applicable for live insertion), the equipment will be a winch when utilised. A winch requires little trench space, as only the mast will be in the trench, strutted against the liner arrival end to resist the insertion load. Slip lining pulling forces are low, and whilst the straightener/re-rounder will increase this – by about 2T for DN180 SDR11 – the insertion can be readily achieved using a 5 tonne winch.

Sliplining with PE100 pipe showing pipe pulling head

Sliplining with PE100 pipe DN180 passing through a straightener/re-rounder
Image courtesy : Exova Utilities
In this example the straightener is in the trench but it can be attached to the coil trailer if so desired.
The continuous display and recording of the pulling force at the winch is important and in order to ensure that the lining pipe cannot be subjected to excessive pulling forces it is prudent to incorporate a tension limiting device on the winch. Maximum allowable forces exerted on PE pipes can be obtained from pipe suppliers.
SLIPLINING - PRACTICALITIES
Under no circumstances may the lining pipe be inserted immediately behind a drag scraper or plunger used for cleaning the pipe. The inspection of the inside of the host pipe is essential when considering live insertion as heavy sediment or the presence of bends will preclude this type of operation. For live insertion, the final location of the live insertion head must be clearly identified and recorded for later recovery.
Range of Soil Types
Sliplining is entirely inside a host pipe so can be used in all soil types.
Diameter, Pressure and Length Range
Sliplining can be used in the full range of diameters of PE100 pipe available. Pressure is dependent on the SDR of the pipe.
Length is dependent on the specific project but lengths of up to 1000 metres can be installed in a single insertion.
EXCAVATIONS
See Excavations, pit sizes, Space and Access
DESIGN, SPECIFICATION & PLANNING
Design
- Fluid/hydraulic design for capacity of new pipeline to determine diameter needed.
- Select SDR based on operating pressure
- Check adequate clearance between OD of liner pipe and ID of host pipe.
- Check tension load capacity during pull-in
Specification
- Specify maximum allowable tensile load during pull-in. Maximum allowable forces exerted on PE pipes can be obtained from pipe suppliers.
- Specify end fittings and service connection details.
Planning
It is recommended that a recorded internal inspection is made using a CCTV system to establish internal condition and internal diameter of the host main in advance of the sliplining operation. This will enable an assessment of the extent of the required cleaning operation and for gas the suitability of the pipe for live insertion. The internal diameter must be established to ensure that the liner pipe chosen will fit inside; this can generally be anticipated with sufficient accuracy by measuring the external diameter.
The structural condition of the host main is really of no consequence, except for live insertion projects during the transition period when both the liner and host pipe are carrying gas, as the lining pipe will be independent, and able to perform even if the host pipe disintegrates entirely.
The route of the host pipe should be carefully traced and examined for bends that could cause the lining pipe to get stuck, and any bend that is found should be trial holed to determine if it needs to be cut out prior to the insertion. The number of bends requiring removal may reduce the cost-effectiveness of sliplining for live gas insertion and alternative methods may be more suitable.
If there are connections along the route, as there would be in a local distribution main, then all such connections should be accurately located as they will need to be cut out before the insertion starts except in the case of live gas insertion.
This method applies tension to the PE100 pipe during installation. The tensile load on the pipe during installation must be calculated to establish whether it exceeds the maximum allowable load. Pipe manufacturers can advise on the allowable loads. If the calculation shows that the maximum permissible load may be exceeded then it may be necessary to increase the capacity of the PE100 pipe by increasing its thickness. This will require a check of ID and OD to ensure that flow capacity and external clearances are still adequate.
HEALTH, SAFETY & ENVIRONMENT
No operative should be in any excavation with the winch wire under tension and the exit excavation must be enclosed to contain the winch wire if it breaks.
For safety, reliable communications must be in place between the lining pipe entry location and the winch operator, so the winch can be stopped immediately if anything goes wrong.
COMMON/SECONDARY MODULES
- Pipe assembly & handling
- Installation Manual
- Isolation
- Host pipe cleaning & inspection
- End fittings
- Testing & inspection
- Piecing up
- Excavations & pit sizes
Sliplining uses standard DN and SDR lining pipe so it can be terminated or connected using standard electrofusion or mechanical fittings. Sliplining results in an annular space within the host pipe so the liner is able to increase in diameter, and therefore decrease in length, when pressurised. This will result in axial tension, and the same will happen if the lining is installed in very high temperatures and pieced up before it has cooled down. It is therefore important that, if the pipe to which the slipline is being connected has spigot and socket joints which will have little end load resistance, means must be provided to absorb the axial tension.
Trenchless installation and rehabilitation techniques that use standard PE100 or PE100-RC pipes also use standard end fittings to connect to other pipe materials. These may be fused or mechanical...
Apart from slip lining, the three techniques for rehabilitating large diameter mains with PE100 or PE100-RC liner pipe are die drawing, rolldown, and folding, and in these three cases the liner pipe...
PE100 pipe can be supplied in coils up to DN180. For all diameters that are too large to be supplied in coils the pipe will be supplied to site in straight lengths. These will be butt fusion welded...
The four ISO systems Standards, ISO 11296-11299 cover plastic pipes in renovation of gravity sewerage, pressure sewerage, water and gas supply respectively. Each requires that an installation manual...
Close-fit Lining Methods Whilst restoring the internal diameter is not critical for slip lining, it is critical if a close fit or tight fit technique is to be used. The host pipe must be thoroughly...
For all trenchless methods, both new installation and rehabilitation, it is necessary to excavate at each end of the works to reach the working depth for installation or the host pipe for...
Any rehabilitation or replacement works on pressure mains require the sections of main being rehabilitated or replaced to be isolated from the system. Procedures for isolation when using any of the...
On completion of the trenchless installation or rehabilitation works using PE100 or PE100-RC the works must be inspected and tested. This inspection and testing follows the normal procedures of the...