Close-Fit Lining: Die Drawing
Technique
For all close-fit PE lining methods, during the reduction process the outside diameter of the PE100 or PE100-RC pipe is reduced to less than reduction that can be applied in concentric reduction processes (this and roller reduction), whilst to achieve a close fit throughout a host pipe of varying diameter there are limits to the amount of diameter variation that can be accommodated, and both of these limitations need to be understood and taken into account when choosing both the method and the liner diameter for the particular application.
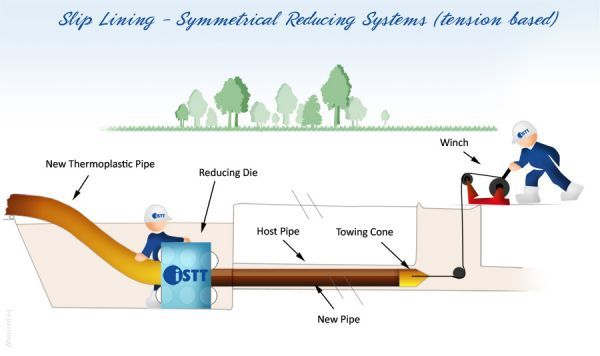
Image courtesy: ISTT
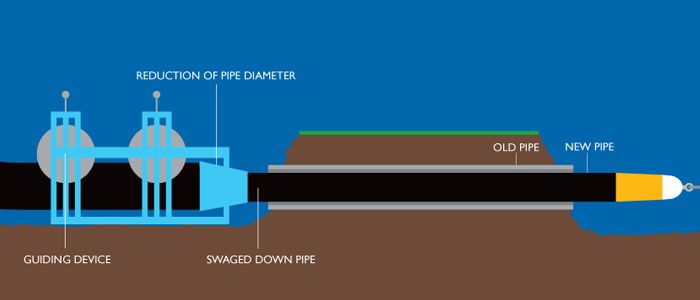
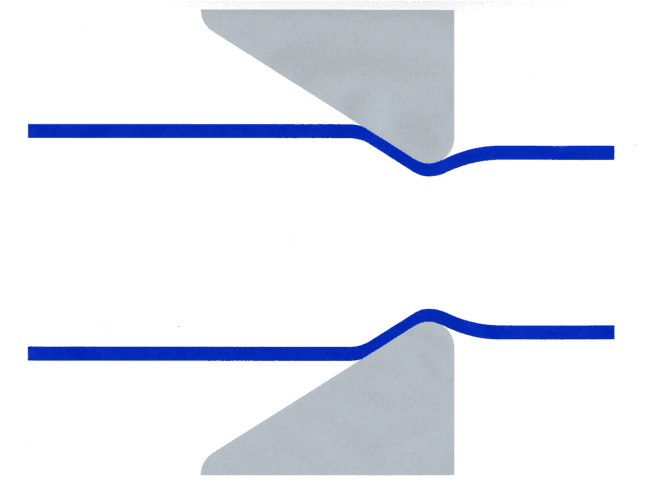
Image courtesy: Exova Utilities
Die Drawing is a concentric reduction/expansion process
A PE100 liner pipe which is initially of a larger diameter than the inside diameter of the host pipe is winched through a die, reducing the diameter of the liner pipe to less than the minimum inside diameter of the host pipe, with a proportional increase in length, and with virtually no change in pipe wall thickness. The outside diameter of the reduced PE100 liner pipe is maintained during insertion through the constant application of longitudinal tension on the liner pipe as it is pulled into the host pipe. There are two similar but slightly different methods of die drawing: using a static die; and using a roller die (TiteLiner).
Once the PE100 liner pipe is in the required position it is reverted to a tight fit with the host pipe by releasing the longitudinal tension, thus reversing the deformation process. Because the length of the liner pipe is increased as it is drawn through the die, it needs to be pulled beyond the end of the exit pit or manhole to provide sufficient exposed liner pipe to allow for the shortening of this pipe as it reverts to its original diameter and length.
The operation is carried out well within the elastic limits of the polyethylene and when the stretching force is released, the liner pipe recovers almost to original length and diameter.
Applications
Water mains. Gas mains. Sewer rising mains.
Close-fit lining is an ideal application for the rehabilitation of pressure pipes that are relatively straight or have only modest bends, and that have largely maintained their circular profile.
Installation Procedure
The PE100 pipe to be inserted is laid out on the surface at the entry excavation and butt fused to the required length. It is preferable to fuse the entire length prior to commencing the pulling-in stage. However, where there is not sufficient space to weld up the entire PE100 liner pipe string into one length, it is quite feasible to stop the insertion whilst a new length is welded on. All external weld beads must be removed.
The PE100 pipe must be placed on suitable rollers in order to minimise friction, and therefore running load, and to prevent damage to the pipe which should not be scraped along the ground during installation. During insertion, the pipe wall should be continuously inspected before it reaches the die to confirm that any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% puts the pipe out of specification, so should be cut out and a new section of pipe welded in to replace it.
The pulling force is generally provided by a winch sited at the exit excavation. This is connected to a cable or rods that in turn are connected to the nose cone on the front of the PE100 liner pipe at the reducing die. The winch pulls this assembly through the reducing die and into the pipe.
Pulling load is closely monitored throughout to ensure that it follows the predictions, particularly during progress round and after any bends. The pulling load must be maintained constantly throughout the insertion phase, including any stops for welding further sections to the liner pipe, as rapid reversion of the PE100 occurs as soon as the load is relaxed, and although the rate of reversion decreases with time, running clearance would soon be lost and the liner pipe would become fixed in place within the host pipe.
On completion of the insertion, recovery is simply a case of releasing the pulling load to allow the liner pipe to contract longitudinally and expand circumferentially.
Ambient temperature has a significant effect upon pulling loads; typically a load at 35°C is some 50% of that at 6°C
Typically, in a well designed and executed die draw, the liner pipe will recover close to its original diameter.
Equipment
At the entry end of the works the main equipment is the die itself. The apparent simplicity of this process is deceptive, and the design and operation of the die is absolutely critical in order to maximise the elastic part of the operation and keep the non-elastic part to a minimum. Optimum design of the die geometry is necessary to keep die friction to a minimum and to minimise the pulling force required. Excess pulling force will decrease the running diameter but will also increase the elongation and result in a substantially slower recovery.
DIE DRAWING
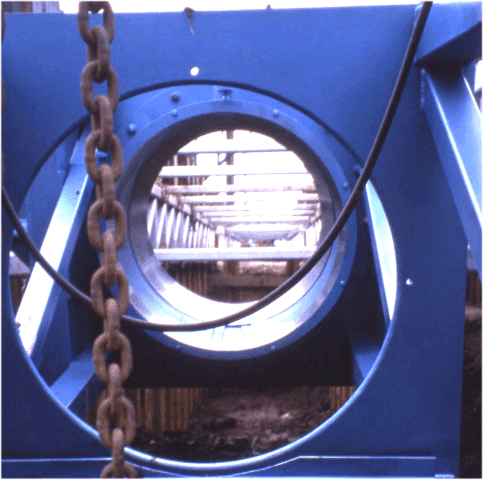
Image courtesy: Exova Utilities

Image courtesy: Exova Utilities

Image courtesy: LUDWIG PFEIFFER HOCH- UND TIEFBAU GmbH
TITELINER
The TiteLiner system works in stages, each stage consisting of a unit of concentrically distributed rollers, hydraulically driven to minimise axial stress, and producing a symmetrical reduction in diameter.
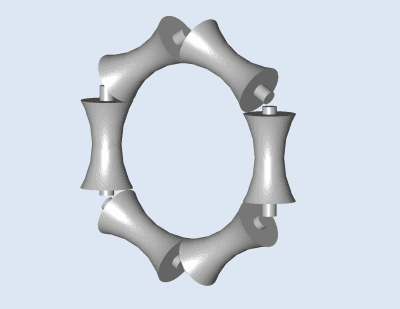
Image courtesy: AZURIA CORPORATION
The machine is made up of a series of these roller units, each one reducing the liner pipe diameter by a few percent, and by ‘nesting’ four or five of these together in tandem diameter reductions of up to 20% can be achieved.
This concentric die reduction machine can accommodate a wide range of host pipe inside diameters, the modular nesting of units enabling changes to be made very quickly on site, and the maximum differential in axial speed between roller and liner is low. Also, because the reduction is truly concentric, the liner pipe will remain truly round throughout.
This machine requires tension to be applied to the reduced diameter pipe to maintain the reduced diameter. Therefore a winch with the required pulling force capacity is located at the exit end of the works.
This view of a TiteLiner machine shows the hydraulic roller motors.
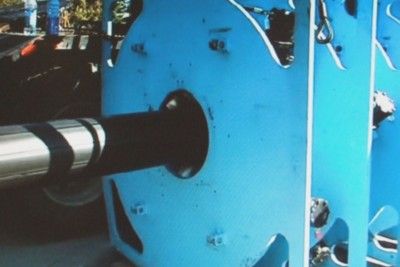
Image courtesy: AZURIA CORPORATION

Image courtesy: AZURIA CORPORATION
PULLING & TENSION EQUIPMENT
At the exit excavation the equipment is a winch located either in the excavation or at the surface. The capacity of this winch must be calculated in advance. Maximum load on the winch will be a little above the predicted initial running load until the die is fully lubricated and the required insertion speed is attained. After that it will be:
Running load = die load + string roller friction load + drag friction in the host pipe
It is particularly important that the winch is fail safe, in that the pulling load can never be released inadvertently or due to a failure of the drive system, and that if this does fail, the pulling system will be locked thus maintaining the pulling load. Continuous monitoring and recording of the pulling load applied to the PE100 pipe is essential, and the winch should be equipped with a load limiting device that can be set to the maximum permitted load recommended by the pipe manufacturer.

Image courtesy: BAGELA BAUMASCHINEN GmbH &Co KG

Image courtesy: TRACTO-TECHNIK GmbH & Co KG

Image courtesy: HAMMERHEAD TRENCHLESS EQUIPMENT
PRACTICALITIES
Soil Types and their effects
This is a rehabilitation/replacement technique and is not dependent on the soil type. The impact of soil type and groundwater level will be on excavations for entry and exit of the PE100 liner pipe.
Diameter, Pressure and Length Range
Diameter: 50-1800mm
Length: Up to 800m
Pressure: depends on SDR or interactive design status
EXCAVATIONS
See Excavations, pit sizes, Space and Access
DESIGN, SPECIFICATION & PLANNING
Planning
It is necessary to make decisions regarding liner pipe initial diameter and running diameter. This in turn requires an accurate determination of the internal diameter of the host pipe, so that the correct size and geometry of the dies can be selected for die drawing, or roller die units for Titeliner.
It is vital to know the internal diameter of the host main very accurately, and to ensure that before insertion the inside of the host main is thoroughly cleaned and free from any debris or geometric intrusions, such as ferrules, plugs or even casting faults. It is recommended that a recorded internal inspection is made using CCTV and/or LiDAR if possible. The internal diameter must be known to enable the diameter of the liner pipe to be chosen. The diameter may need to be determined well in advance in order to have a non-standard pipe size manufactured if necessary. Several PE100 pipe manufacturers are able to supply non-standard sized pipes for this method.
The reversion process for die drawing requires the liner pipe to contract longitudinally to allow it to expand diametrically, therefore a satisfactory tight fit is conditional upon the internal diameter of the host pipe being essentially constant throughout its length. If it is not, then it is possible that a tight fit will not be attained in any sections of larger diameter, as the liner pipe will lock up at both ends of a larger diameter section before tight fit within that section has been attained. If the host main internal diameter does vary substantially, consideration should be given to using a more diameter tolerant technique such as Rolldown.
There are limitations on the radius of bends through which a die-drawn pipe can be pulled. Each pipeline must be analysed to identify the location, angle and radius of bends in order to design the liner diameter, die geometry and pulling loads correctly. This should be done by a designer with experience of this technique. Reference should also be made to the pipe manufacturer’s recommendations and to IGEM/TD/3.
This method applies tension to the PE100 pipe during installation. The tensile load on the pipe during installation must be calculated to establish whether it exceeds the maximum allowable load. Pipe manufacturers can advise on the allowable loads. If the calculation shows that the maximum permissible load may be exceeded then it may be necessary to increase the capacity of the PE100 pipe by increasing its thickness. This will require a check of ID and OD to ensure that flow capacity and external clearances are still adequate.
HEALTH, SAFETY & ENVIRONMENT
All excavations, pits, etc. which personnel will enter must comply with relevant safety regulations covering support and shoring. Relevant confined space entry procedures must also be followed. Examples of relevant legislation are:
- Germany: DIN4124 Excavations & Trenches
- USA: OSHA, State and local regulations
- UK: HSG47, Avoiding Danger from Underground Services; HSG150, Health & Safety in Construction; L101 Safe work in confined spaces
For safety, reliable communications must be in place between the pipe entry location, any intermediate excavations and the winch operator, so the winch can be stopped immediately if anything goes wrong. This communication is vitally important throughout, as the pull and die ends are often several hundred metres apart, yet it must be possible to stop the pull instantly at any time.
STANDARDS & CODES OF PRACTICE
IGEM/TD/3: Steel and PE pipelines for gas distribution.
COMMON/SECONDARY MODULES
- Pipe assembly & handling
- Installation Manual
- Isolation
- Host pipe cleaning & inspection
- End fittings
- Testing & inspection
- Piecing up
- Excavations & pit sizes
USEFUL LINKS
- Die Draw Ltd - Cost Effective Pipe Rehabilitation Specialists
- Tracto-Technik
- Bagela
- Hammerhead Trenchless
- Azuria
Related keywords : pipe die, drawing die, how to draw a pipe, die pipe, wall thickness of hdpe pipe, drawing of a pipe, pipe drawings, draw die design calculations, die drawing, swage lining, drawing die design, poly pipe roller, drawn pipe