
Why choose PE compounds for pressure pipe ?
Simplicity or consistency
There are two approaches to PE100 pipe manufacture:
- Fully compounded. The polymer producer manufactures and supplies to the converter (pipe producer) a homogeneous extruded mixture of base polymer (PE) and additives, i.e. anti-oxidants, pigments, carbon black, UV-stabilizers and others, at a dosage level necessary for the processing and use of components. The compound shall be made by the polymer producer by adding to the polyethylene base polymer only those additives, pigments (e.g. carbon black) necessary for the manufacture of pipes, fittings and valves and for their fusibility, storage and use. The converter extrudes this compound directly to produce PE100 pipe or fittings. This fulfils the requirements of a ready-to-use compound for pipes and fittings according to the relevant EN and ISO Standards.
- Natural + Masterbatch. Also known as "salt & pepper". The polymer produced supplies pellets of natural PE base polymer, possibly with some stabiliser added, to the converter. The converter mixes the masterbatch of additives to this base resin during pipe extrusion. The mixing process, the suitable recipe and the
required quality and documentation is the sole responsibility
of the converter only. That concept does not fulfil the
requirements of the relevant EN and ISO Standards.
The simplest way for any polymer producer to operate is to produce natural pellets for a wide range of applications (including pressure pipes) and to ship them to the converters, who add the coloured master-batch and any other necessary additives during the manufacture of the products.
So why do all the members of the PE100+ Association promote the use of fully compounded materials for pressure pipe manufacture?
Put simply – using PE compounds for pipe production provides a high level of consistency in pipe quality and performance with lowest effort on the pipe producer’s side.
Durability of pipe systems
PE pressure pipes are designed for a long lifetime (in excess of 100 years) in the underground infrastructure. Indeed installing the pipe in the ground is the most expensive part of operation (typically 85 – 90% of the project costs) so the last thing a gas or water engineer wants to do is replace the pipes within their working lifetime.
This “Peace of Mind” demands consistent materials and products which can only be achieved if the carbon black or pigment and other essential additives are correctly dispersed in the polymer matrix.
Compound Approach
The PE compound approach has been successfully applied in Europe and has resulted in high penetration of PE in both gas and water distribution. In gas the penetration levels are close to 100%, and 70% of all new water pipes installed in Europe are produced from PE compounds.
European specifications are set at a high level and include all the key properties to provide a long leak-free life. These requirements have now been adopted by the International Standards Organisation in ISO 4437 (2024) and ISO 4427 ( 2019) for PE gas and water pipes respectively. The level of dispersion of carbon black is one essential part of the standards, Because these requirements are high it means that the minimum design factors can be set low at 2.00 for gas and 1.25 for water. This ensures high quality at an acceptable price for the pipe.
Recently published failure data from the UK (1) and Danish (2) water industry confirm that this quality approach is the right one – PE demonstrates the lowest failure rate for all materials used for water mains.
Natural and master-batch approach
In some countries natural PE polymers and master-batch methods are used to produce gas and water pipes. However these systems require a completely different approach to the quality assurance system and different processing equipment than is used elsewhere in the world.
Pipe producers are then responsible for controlling additive addition levels and dispersion. To achieve this they will use extruders specially designed to give good mixing and dispersion.
In taking the natural and master-batch route many issues have to be considered:
- If the natural PE material is a PE100 it does not mean that the pipe made from the natural PE and a master-batch is a PE100 pipe. In some countries we have observed LDPE or LLDPE carriers used to help disperse the additives which will inevitably reduce the 50 year strength of the blend.
- Similarly if the natural material passes the stress crack resistance of the PE100 specification the pipe may not because the same carrier material will reduce the stress crack resistance of the blend.
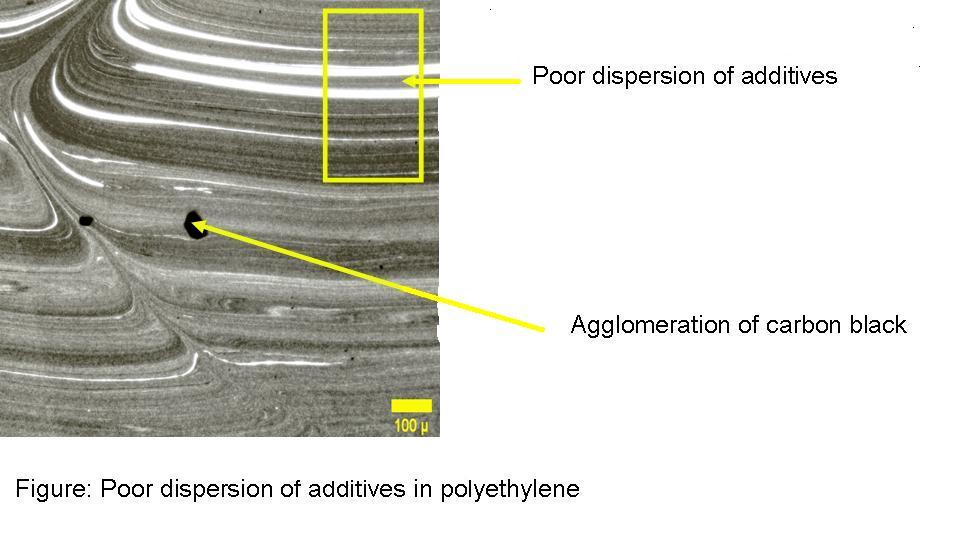
- Good dispersion of the pigment and additives is essential for long term pipe performance. It is particularly difficult to disperse 2 – 2.5% carbon black without large agglomerates using a standard single screw extruder. These agglomerates may provide an initiation site for a crack which can cause premature failure of the pipe (see fig.1).
- To reduce agglomeration we have observed that some pipe producers reduce the amount of carbon black but this means that the UV stability of the pipe will be sacrificed as a minimum level of 2% is required to protect the pipe over its lifetime.
- Also to help improve dispersion and reduce costs some use a carbon black with a larger particle size. This will also reduce the protection of the pipe as a carbon black with a particle size below 25nm is required to achieve good UV stability (3).
- The correct choice of additives also requires considerable knowledge and extensive testing to ensure that the finished product meets the long term performance requirements and the different organoleptic and food approval requirements around the world.
- Clearly using the natural and master-batch it is the pipe manufacturer who takes over the complete responsibility for the pipe quality since they control all the above critical items.
Statement from PE100+ Association
Based on all the concerns detailed above the PE100+ association approach is based upon the exclusive use of fully compounded PE resins that has been so successful in gas and water systems in Europe.
PE pipe compounds are usually produced on line using specialised equipment during the pelletisation process. This creates a consistent raw material to be used for quality pipe production thus providing this important “peace of mind” for the network owner.
References
1) S. MacKellar, “Leakage survey in UK” Plastics Pipes XIII, Washington, 2006.
2) Fontenay, et al “Review of properties of pipe and fitting materials for drinking water”. Force Technology Report, 2005
3) S. Dougherty, “Technical and practical aspects of carbon black and masterbatch for pressure pipe”, Dubai Plast Pro, 2008.