Close Fit Lining: Roller Reduction (Rolldown)
For all close-fit PE lining methods, during the reduction process the outside diameter of the PE100 pipe is reduced to less than the minimum bore diameter of the host pipe. Once the PE100 liner pipe is in the required position it is reverted to a close fit with the host main by the application of internal pressure, thus reversing the deformation process. In practice, there are limits to the amount of diameter reduction that can be applied in concentric reduction processes (this and die drawing), whilst to achieve a close fit throughout a host pipe of varying diameter there are limits to the amount of diameter variation that can be accommodated, and both of these limitations need to be understood and taken into account when choosing the liner diameter and the roller dimensions for the particular application.
Technique
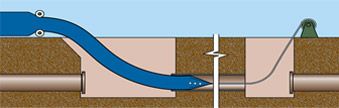
Image courtesy: Radius Plus Ltd
This is a concentric reduction/expansion process. The basic principle is that a PE100 liner pipe is pushed through a set of rollers which squeezes the pipe and reduces its diameter. Diameter reductions of between 10% and 20% are typically quoted, depending on the process used. In these processes, the reduced diameter is maintained without the application of axial tension to the liner pipe. The reduced diameter liner pipe is then inserted into the host main and reverted, normally by hydraulic pressurisation, although natural reversion of the liner may give a sufficient close fit, depending on the particular process and project parameters.
The roller reduction process also results in a slight elongation of the PE liner pipe, typically by approx. 3%. The key feature of the process is that, apart from some limited initial die swell as the product pipe emerges from the processing equipment, the applied diameter reduction remains stable without a requirement to maintain the PE liner pipe in tension. Consequently the process of liner pipe insertion into the host pipe can be carried out as for a conventional PE pipe sliplining operation. After insertion, the liner pipe ends are closed with suitable fittings, the liner pipe is filled with water and pressurised hydraulically in a series of carefully controlled steps until a close fit with the host pipe is achieved. This ensures The maximum possible flow capacity is achieved following lining. The close-fit of the liner inside the host pipe additionally enhances the buckling collapse resistance of the liner pipe under surge vacuum conditions or external hydraulic pressure due to ground water when empty.
The squeezing effect of the rollers compresses the polyethylene polymer chains – partly non elastically – in a predominantly circumferential direction.
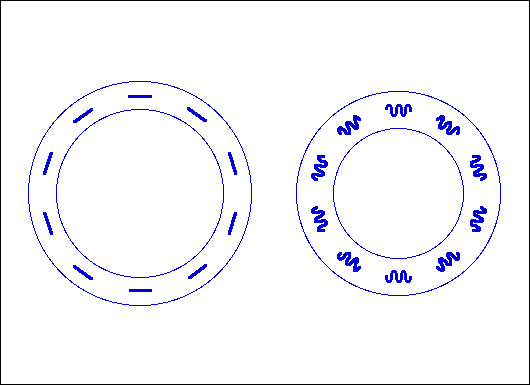
Image courtesy : Exova Utilities
As this chain compression is a mainly non-elastic process, the liner pipe will not revert on its own when it emerges from the rollers, and whilst there will be some degree of natural reversion, particularly if the process is carried out in hot weather, the application of internal hydraulic pressure is necessary to reverse this chain compression so as to achieve a close fit of the liner within the host pipe. Because the process generates virtually no axial stress either during rolldown or reversion, attaining a close fit in smaller diameter sections of the host pipe will not prevent reversion of the PE100 liner pipe continuing in larger diameter sections, so a close fit free of any residual axial stress can generally be achieved throughout a host pipe of varying internal diameter.
Applications
Water mains. Gas mains. Sewer rising mains. Rehabilitation
A new PE100 pipe can be installed in a host pipe with the outside diameter (OD) of the new pipe in close fit with the inside diameter (ID) of the host pipe. Close-fit lining is an ideal application for the rehabilitation of pressure pipes that are relatively straight or have only modest bends, and that have largely maintained their circular profile.
Close-fit lining is possible because of the memory properties of PE. PE pipe will change shape when force is applied to the material either through the application of compression or tension and, provided that the elastic limit is not exceeded during this application, will return to its original shape when the external force is removed or internal pressure is applied. This property allows the PE100 pipe to be temporarily deformed and pulled into the host pipe. When the new pipe has been pulled to the desired position internal pressure is applied and the pipe will return to its original diameter if unconstrained by the host pipe. The versatility of PE pipe has spawned the development of a wide range of innovative close-fit lining systems.
Installation Procedure
For methods in which no tension is required to maintain the reduced diameter the liner pipe can be rolled down and stored in advance of insertion., Where the full insertion length can only be accommodated on site in shorter lengths, these can be prepared and inserted sequentially and the pre-processed strings butt-fused together.
During insertion the PE100 pipe must be placed on suitable rollers in order to minimise friction and to prevent damage to the pipe which should not be scraped along the ground at any time.
Communication is important throughout, as the Rolldown machine and winch are often several hundred metres apart, yet it must be possible to stop the pull instantly at any time.
Prior to insertion of the processed liner pipe proper, it is recommended good practice to pull through a PE pipe “prover” of the same reduced outside diameter as the processed PE liner pipe, and approx 9-18 metres long. On retrieval, the pipe wall of the PE “prover” should be inspected to confirm that the depth of any surface scratches or defects are less than 10% of the pipe wall thickness. The cause of any defect in excess of 10% must be identified and removed prior to lining.
Once the liner pipe has entered the host pipe, and all the adjustments have been made to centralise the entry, the insertion can continue. The insertion should then proceed steadily, though the entry to the host pipe must be continuously monitored, as must the liner pipe as it passes through any intermediate excavations to ensure that nothing snags as the liner enters the next section of the host pipe. The pipe wall should be inspected to confirm that the depth of any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% must be identified and a section of liner replaced prior to lining. Should there be any substantial change in direction at any of these excavations, it may be necessary to steer the liner pipe in the right direction, and a suitably-designed roller box or table would be a sensible provision. This must be fixed in the excavation at the construction stage so as to preclude the requirement for man entry during the liner insertion stage.
Once the liner pipe is in place, its ends must be expanded mechanically to allow termination fittings to be applied so that it can be reverted to a close fit with the host pipe. These termination fittings may be either ‘Transgrip’ in which case the fitting is applied outside the host pipe, ‘Linergrip’ in which the fitting is applied partially within the host pipe, Aquagrip or electrofusion fittings. The expansion is done using an hydraulic expander.
Once the PE-100 liner pipe has been terminated and end closure plates fitted, it is reverted by filling it with water and raising the pressure in a series of carefully-controlled steps, the pressure to be used not exceeding the pressure specified by the installer in the installation manual.
Equipment
At the insertion end of the works a reduction machine is positioned at the surface close to the excavation but need not be directly in the line of the pipe to be lined which provides some flexibility in space requirements. A pipe pusher may be located with it if necessary.
The Subterra Rolldown system works on the liner pipe normally in three consecutive sets of rollers, each of which constrains the liner on one diametric axis whilst squeezing it on the other as shown in this diagram.
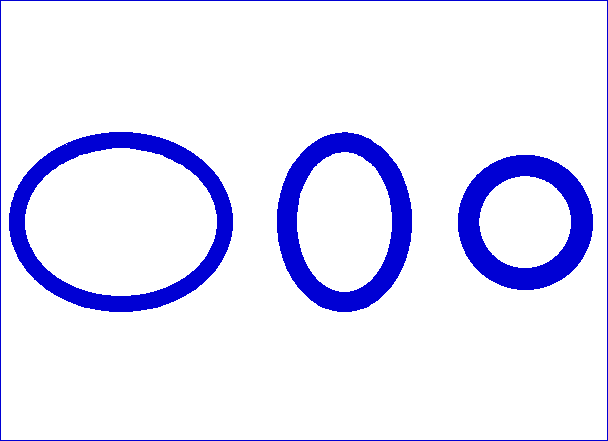
Image courtesy : Exova Utilities
The first set of rollers constrains the liner horizontally and squeezes it vertically, the second set constrains the liner vertically and squeezes it horizontally, whilst the third set squeezes the liner both horizontally and vertically, so the liner pipe emerges truly round.
The Rolldown machine is used in conjunction with a pipe pusher unit which feeds the liner through the machine iteratively. Following Rolldown processing of the liner, and as a separate stage, a winch is used to insert and pull the liner through the host pipe, as for a conventional PE sliplining operation, Since the liner pipe has already been processed to its reduced diameter, the winch force only has to overcome the friction between the PE liner pipe and the host pipe. Consequently, greater liner lengths can be inserted by this process than by those in which part of the winch tension load is needed simultaneously to maintain the reduced diameter of the liner pipe. Furthermore, since the reduced liner pipe diameter is stable without the requirement to maintain a tension load on the liner, there is no risk that the liner pipe will revert prematurely should the winch fail during the course of the liner insertion process. Guidance on the maximum permitted winching forces is usually available from the pipe manufacturer.
The Subterra Rolldown machine will typically reduce the liner diameter by some 10%, and whilst there is scope for some small adjustment by fitting spacers between the roller rims, an individual set of six rollers will generally be required for each liner diameter, and these may have to be tailored specifically for a non-standard diameter liner.

Image courtesy: RADIUS PLUS LTD

Image courtesy: RADIUS PLUS LTD
PRACTICALITIES
Because the technique uses only small forces, generally no specific anchorages are required for either the Rolldown machine, or the winch.
Soil Types and their effects
This is a rehabilitation/replacement technique and is not dependent on the soil type. The impact of soil type and groundwater level will be on excavations for entry and exit of the PE100 liner pipe.
Diameter, Pressure and Length Range
Diameter range 100 – 500mm depending on specific technology.
Length up to 1500 metres in a single length depending on specific technology.
Pressure depends on SDR or interactive design status. If not interactive max. pressure is 24 bar depending on specific technology. Feasible SDR range is 11 to 33.
EXCAVATIONS
See also Excavations, pit sizes, Space and Access
DESIGN, SPECIFICATION & PLANNING
Planning
As the technique involves the preparation, handling and insertion of often long lengths of liner pipe, site conditions generally apply considerable constraints, and it is necessary both to be fully aware of all such constraints, and to fully understand their impact upon the technique when developing an operational plan for the works. It may be necessary to consider using a PE100 pipe that has been rolled-down offsite and stored in its rolled-down condition if site constraints dictate this option. This is only feasible with the Subterra method.
It is vital to know the internal diameter of the host main very accurately, and to ensure that before insertion the inside of the host main is thoroughly cleaned and free from any debris or geometric intrusions, such as ferrules, plugs or significant casting faults. It is recommended that a recorded internal inspection is made using CCTV. The internal diameter must be known to enable the diameter of the liner pipe to be chosen, so that diameter may need to be determined well in advance in order to have a non-standard pipe size and the appropriate end fittings manufactured if necessary.
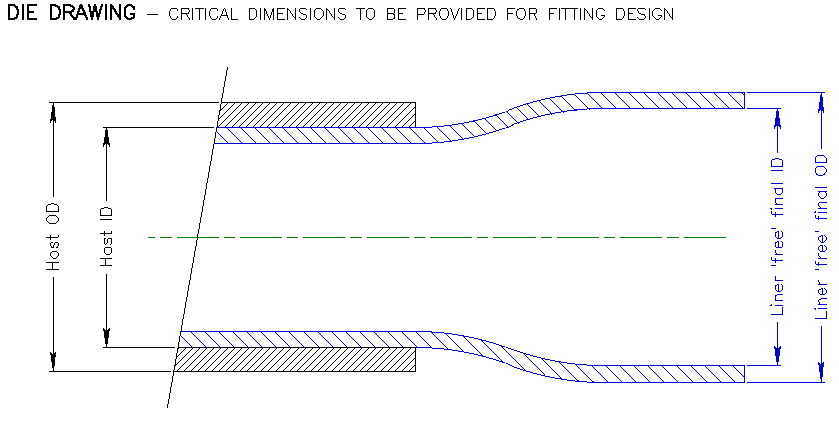
Image courtesy : Exova Utilities
This diagram shows the critical dimensions for a Transgrip fitting, but if a Linergrip fitting is used, the liner ‘free’ OD will be the same as the host pipe ID.
With the Rolldown technique, the liner pipe will revert to slightly less than its original diameter because there is always a small non-elastic strain during both Rolldown and reversion, so it is important to know the maximum host pipe ID and choose a liner OD slightly larger.
If the host pipe maximum ID turns out to be larger than initially determined, then a larger annulus may result, which could reduce the enhancement factor against buckling collapse that would otherwise be conferred by the close-fit of the liner in the host pipe under net positive external pressure conditions. The effect of this uncertainty can be allowed for at the liner design stage by using appropriate design assumptions in the constrained liner buckling resistance analysis.
This method applies tension to the PE100 pipe during installation. The tensile load on the pipe during installation must be calculated to establish whether it exceeds the maximum allowable load. Pipe manufacturers can advise on the allowable loads. If the calculation shows that the maximum permissible load may be exceeded then it may be necessary to increase the capacity of the PE100 pipe by increasing its thickness. This will require a check of ID and OD to ensure that flow capacity and external clearances are still adequate.
HEALTH, SAFETY & ENVIRONMENT
All excavations, pits, etc. which personnel will enter must comply with relevant safety regulations covering support and shoring. Relevant confined space entry procedures must also be followed. Examples of relevant legislation are:
- Germany: DIN4124 Excavations & Trenches
- USA: OSHA, State and local regulations
- UK: HSG47, Avoiding Danger from Underground Services; HSG150, Health & Safety in Construction, L101 Safe work in confined spaces.
For safety, reliable communications must be in place between the pipe entry location and the winch operator, so the winch can be stopped immediately if anything goes wrong. This communication is vitally important throughout, as the pull and roller reduction machine ends are often several hundred metres apart, yet it must be possible to stop the pull instantly at any time.
STANDARDS & CODES OF PRACTICE
See Standards and Codes of Practice
COMMON/SECONDARY MODULES
- Pipe assembly & handling
- Installation Manual
- Isolations
Techniques to isolate the pipe are readily available but types vary according to size and operating pressure, for example stopple, Iris stop, bag stop. Valves are rarely used. The length of the excavations for these operations can be 6 metres or more in some cases.
- Host pipe cleaning & inspection
- End fittings
- Testing & inspection
- Piecing up
- Excavations & pit sizes
It will be necessary to excavate in order to expose and cut into the host pipe to provide access for cleaning, inspection, and insertion of the liner pipe, and the choice of location for such excavations should take into account plant access, and space for preparation and handling of the liner pipe string. As there will always be some things such as valves and bends which cannot be lined through and which therefore need to be removed in advance, it is clearly an advantage if the insertion excavations can be located at such positions.
The entry excavation must be long enough to allow the liner pipe to make a smooth transition from ground level down into the host pipe, and in order to avoid the risk of buckling, the design radius for this transition is usually a minimum of 40 times the liner pipe diameter.
USEFUL LINKS
Related keywords : reducing pipe diameter, pipe pusher, polyethylene rollers, roller pipe