Close Fit Lining: Fold and Form Lining
TECHNIQUE
All PE close fit lining technologies effectively reduce the original diameter of the PE liner pipe prior to insertion, to facilitate pulling it in to the host pipe, followed by a reversion process in which the liner pipe is returned to its original size and profile. In the folded liner technologies, the PE liner pipe OD has to be selected to be marginally smaller than the minimum bore size of the existing host pipe into which it is to be inserted. This is to ensure that, on reversion, the liner fold fully deploys inside the host pipe. If the liner pipe OD is even marginally greater than the minimum host pipe ID, there is a risk that the fold will not properly open out, and that a sharp “fin” may remain, which could lead to stress concentrations, and ultimately premature failure, along such features, particularly in high pressure applications. As a result of this requirement, folded liner pipe OD sizes are typically of a bespoke size and made specifically, particularly for individual large diameter trunk mains.
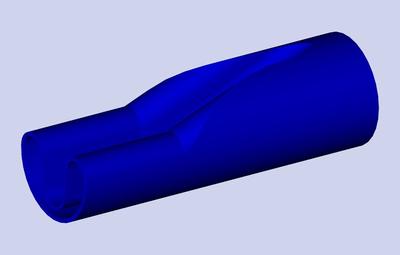
Image courtesy: Exova Utilities
Fold & form is a close fit lining method that is achieved via deformation of the PE100 pipe to form a “C” or “U” shape as shown in the illustrations above and below. The basic principle of the folding technique is to reduce the effective diameter of the PE100 liner pipe, which enables it to be pulled into the host pipe with a minimum of friction.
The liner pipe outside diameter is chosen to be approx. 5% smaller than the minimum bore diameter of the host pipeline to be lined. This ensures that the liner deploys fully on reversion to avoid the formation of residual longitudinal folds. The folding process may be done either hot or cold during manufacturing, or cold on the job site. The shape of hot-folded liners is maintained without any additional constraint, while the shape of cold-folded liners has to be restrained using temporary strapping or sheathing.
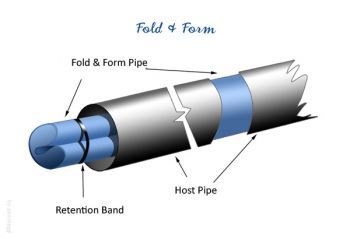
Image courtesy: ISTT
Hot-folded liners are wound onto a reel for transportation to site. This generally imposes a restriction to the single length that can be supplied for insertion on a drum. Factory-folded liners typically are used for smaller diameter pipes up to 500mm. The liner is pulled into the host pipe and reverted to a round section and close fit with the host pipe using a combination of heat (typically steam at 125°C) and air pressure.
Cold-folded liners are normally produced from relatively thin-walled PE100 pipe (i.e. SDR 26 and greater), and are typically designed to function as interactive liners, i.e. using the existing host pipe to provide the primary pressure containment envelope. These liners are favoured for the rehabilitation of large diameter pipe up to 1600 mm. Cold-folded liners are inserted into the host pipe by winching, where they are then reverted by pressurisation with cold water, initially to a pressure of up to 1.5 times the working pressure of the PE liner pipe. During this pressurisation the temporary strapping breaks; continued pressurisation results in the liner opening out into a round shape and finally forming a close fit with the host main.
As the cold folding operation essentially bends the liner pipe wall in the hoop direction, the elastic limit of the PE100 may be exceeded locally in the extreme fibres of the cross section, and some of the polymer chains may also be re-aligned into a more longitudinal direction by the ploughing or rolling action, which is not an elastic process. Thus the liner pipe may not completely recover to its original round form, particularly when it is in the unpressurised condition and where there is a substantial fit deficit between the host pipe bore diameter and the PE100 liner pipe outside diameter. Where this fit deficit is significant, a small flat may remain evident along the line of the fold when the liner pipe is in the depressurised state, and this may require specialised procedures and fittings in order to be able to successfully fit top-mounted connections to a depressurised liner.
In order that the folded liner can revert, it has to have an OD sufficiently smaller than the host pipe ID that there is room for the fold to snap out. Typically, the liner pipe OD is chosen to be approx. 5-20mm smaller than the host pipe ID, depending on the host pipe size; consequently the reverted liner may be a close- but not a tight- fit, in those applications where it is not operating as an interactive liner in conjunction with the host pipe.
With the folded liner technique, if the host pipe ID turns out to be smaller than assumed , the folded liner pipe may not be able to deploy fully inside the host pipe on reversion, and the resultant residual negative curvature at the fold position will make it impossible to comply with ISO11298-3 or ISO11299-3. If the host pipe ID turns out to be larger than determined, then a larger annulus will result when the liner pipe is in the depressurised state, making the liner pipe more susceptible to collapse under net external pressure conditions.
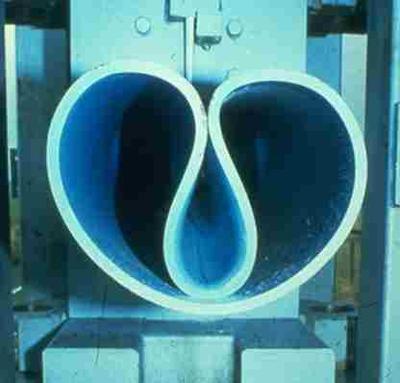
Image courtesy: Radius Plus Ltd
PE100 APPLICATIONS
Water mains. Gas mains. Sewer rising mains. Rehabilitation
A new PE100 pipe can be installed in a host pipe with the outside diameter (OD) of the new pipe in close fit with the inside diameter (ID) of the host pipe. Close-fit lining is an ideal application for the rehabilitation of pressure pipes that are relatively straight or have only modest bends, and that have largely maintained their circular profile.
Close-fit lining is possible because of the memory properties of PE. PE pipe will change shape when force is applied to the material either through the application of compression or tension and, provided that the elastic limit is not exceeded during this application will return to its original shape when the external force is removed and internal pressure is applied. This property allows the PE100 pipe to be temporarily deformed and pulled into the host pipe. When the new pipe has been pulled to the desired position, internal pressure is applied to return the liner pipe to its original shape. The versatility of PE pipe has spawned the development of a wide range of innovative close-fit lining systems.
INSTALLATION PROCEDURE
The PE100 liner pipe is pushed through the machine which folds it. In this technique the liner pipe is initially of a slightly smaller diameter than the inside diameter of the host pipe, similar to that of a close fit slip line, but the fold makes it effectively much smaller, thus enabling it to pass around substantial bends during insertion. Cold folded PE100 pipe is strapped as it emerges from the folding machine then when in position is reverted by applying internal hydraulic pressure to expand it within the host pipe, breaking the straps and becoming a close fit. The PE100 liner can pass around substantial bends during insertion but will only revert to a satisfactory close-fit around comparatively modest ones.
The liner pipe can be folded and stored in advance of insertion but the pipe cannot be welded in its folded form. Therefore where the full insertion length can only be accommodated on site in shorter lengths the liner pipe must be simultaneously folded and inserted, pausing to weld on each additional length of pipe just before it enters the folder. For hot folded liners, liner section lengths are governed by the length of liner pipe that can be reeled onto a transportable drum.
Prior to insertion of the processed liner pipe proper, it is recommended good practice to pull through a PE pipe “prover” prepared and strapped to give the same reduced outside diameter as the processed PE liner pipe, and approx 9-18 metres long. On retrieval, the pipe wall of the PE “prover” should be inspected to confirm that the depth of any surface scratches or defects are less than 10% of the pipe wall thickness. The cause of any defect in excess of 10% must be identified and removed prior to lining.
Insertion is straightforward. The PE100 liner pipe should enter the host pipe centrally and a guide roller should be provided which can be attached to the trench walings and adjusted to maintain the required clearance at the insertion point to avoid damage to the liner and/or strapping as appropriate.
Once the liner pipe has entered the host pipe, and all the adjustments have been made to centralise the entry, the insertion can continue. For site-folded liners the speed of insertion is determined by the rate at which the folding machine operates. Factory-folded liners come on drums so the insertion speed is limited only by the rate at which the liner can be dispensed from the drum. The PE100 liner pipe should be monitored as it passes through any intermediate excavations to ensure that nothing snags as the liner enters the next section of the host pipe. The pipe wall should be inspected to confirm that any surface scratches or defects are less than 10% of the pipe wall thickness. Any defect in excess of 10% must be investigated and, if necessary, replaced before proceeding with lining. Should there be any substantial change in direction at any of these intermediate excavations, it may be necessary to provide a suitable roller guide to ensure that no straps are damaged on entering the next section of main. If the PE-100 liner pipe is of an interactive design, these gaps between sections of the host pipe would subsequently need to be bridged with suitably-engineered closure pieces designed to contain the liner pipe at an OD no smaller than the host pipe elsewhere, and also to withstand the pipeline design internal pressure.
Once the liner pipe is in place, it is reverted by filling it with water and raising the pressure, the pressure to be used not exceeding the pressure specified by the installer in the installation manual, as this may transfer unacceptable loads from the liner pipe to the host pipe and cause this to fail.
Before reversion pressure can be applied the PE100 liner pipe ends must be reverted mechanically to allow termination fittings to be applied. , This is done by initially inserting air bags and inflating them, the size and number of the bags used being determined by the liner pipe diameter.

Image courtesy: Exova Utilities
During this process care must be taken not to strain the liner pipe beyond about 10% strain. It is usual for the final end-rounding stage to be carried out with an hydraulic expander, which will give better control and more even distribution of strain and thus provide a much more circular profile, making it easier to get the liner support insert in.
EQUIPMENT
For site folded methods this comprises a pipe pusher and a folding unit. This is typically located near the insertion pit at the entry end of the works. A suitably-sized winch is located at the reception pit to haul the processed liner pipe through the prepared section of host pipe.
For factory folded methods the equipment at the entry end is a pipe coil trailer and at the exit end a winch which pulls the liner through the host pipe.
Currently there are two systems for site folding of PE100 pipe for lining. Whilst the machinery is different the effect is quite similar, although the folding geometry of the Subterra machine is less severe than the Aegion machine and results in less plastic deformation. In both cases the liner pipe, shown here in blue, is pushed through the machine which folds it. Folding makes the PE100 pipe cross-section effectively much smaller, thus enabling it to pass around substantial bends during insertion. However, high angle and/or short-radius bends can seriously interfere with proper liner reversion.
Subterra Machine
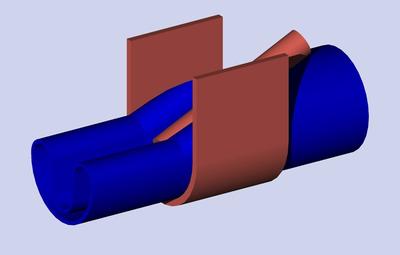
Image courtesy: Exova Utilities
The round liner pipe is pushed from the right and folded by the angled bar/tube which progressively ploughs along the crown, the geometry can be designed to achieve the same radius for the bottom of the fold and the two shoulders.

Image courtesy: Radius Plus Ltd

Image courtesy: Radius Plus Ltd
As soon as the folded liner pipe emerges from the folding machine, it is strapped to stop it unfolding again. This is typically done manually using polyester strapping and hand held friction welding tools, which simultaneously tension and weld the strapping. The polyester strapping is applied at specified intervals and secured in position with suitable adhesive tape.

Image courtesy: Radius Plus Ltd
Aegion Machine
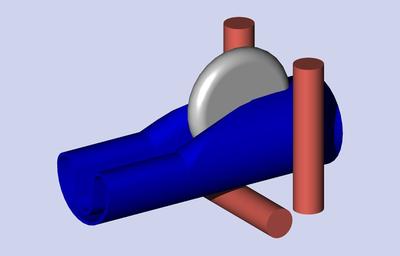
Image courtesy: Exova Utilities
The round liner pipe is pushed from the right and constrained by rollers whilst the fold is made with a wheel. This appears to result in a more severe geometry, as the width of the wheel prevents the shoulders from rolling inwards, but making the wheel thinner to allow this results in a tighter radius for the fold.

Image courtesy: Exova Utilities

Image courtesy: Exova Utilities
For the factory folded methods installation is direct from the pipe coil trailer.

Image courtesy: EGEPLAST INTERNATIONAL GmbH

Image courtesy: WAVIN OVERSEAS BV

Image courtesy: WAVIN OVERSEAS BV
For the factory folded methods, the equipment at the exit excavation is a winch or wire puller located at the surface. The capacity of this winch must be calculated in advance. Continuous monitoring and recording of the pulling load applied to the PE100 pipe is essential, and the pulling unit should be equipped with a load limiting device that can be set to the installer’s maximum permitted load.
If the liner pipe is not fully structural, then it must be fully supported against the pipeline internal pressure along its full length. A number of alternative mechanical fittings are commercially available that have been designed specifically to fulfil this requirement (e.g. LinerGrip, NovaGrip). The most common options require the inserted PE liner pipe to be cut beyond the end of the host pipeline. The liner end is then expanded using a suitable combination of inflation bags and a hydraulic expander until the liner support can be comfortably inserted inside the PE liner pipe. Once this step has been completed, the body of the fitting is installed and secured.
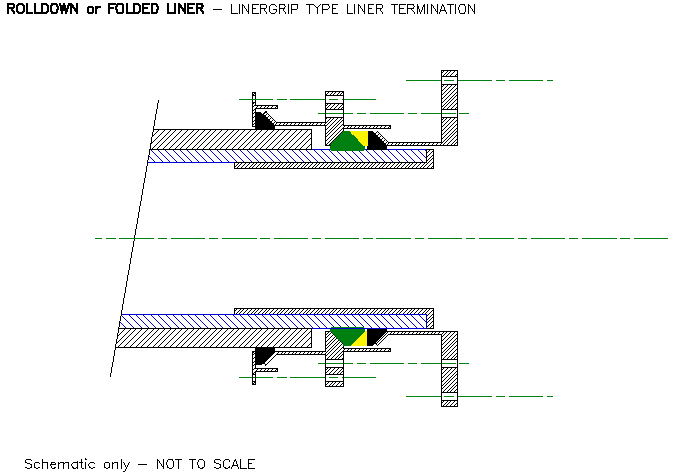
Image courtesy: Exova Utilities
This diagram of the ‘Linergrip’ shows that determination of the ID of the host pipe is critical, as the insert sits inside the liner pipe, which in turn sits inside the host pipe. Thus, accurate measurement of the actual host pipe ID and proper selection of the PE100 liner pipe size (OD and SDR) are essential prior to specifying the required end termination and insert size, otherwise there is a risk that the liner support insert will not fit properly. The green ring is the ‘necklace’ of gripper pads that prevent the liner end from pulling out of the end termination fitting, either as a result of axial contraction due to the Poisson’s ratio effect (as the (interactive) PE liner pipe expands under the pipeline operating pressure into a close fit with the host pipe), and/or due to differential axial thermal contraction of the PE100 liner pipe in the host pipe.
These mechanical end termination fittings are typically not fully end-load resistant up to the operating pressure of the host pipeline, and consequently must usually be designed and installed according to the same principles that apply for simple in-line slip couplings. Moreover they are not designed to accommodate angular displacement, and must therefore be fitted in line with the host pipe, and under no circumstances may they be offset to better align them with the incoming make up piece.
PRACTICALITIES
Range of Soil Types
This is a rehabilitation/replacement technique and is not dependent on the soil type. The impact of soil type and groundwater level will be on excavations for entry and exit of the PE100 liner pipe.
Diameter, Pressure and Length Range
Diameter range 75-1600mm depending on the particular technology.
Length up to 1,000m depending on the particular technology.
Pressure depends on SDR or interactive design status. SDR range 17-61 depending on the particular technology.
EXCAVATIONS
See also Excavations, pit sizes, Space and Access
DESIGN, SPECIFICATION & PLANNING
Design
Folded and reverted liner pipe does not have the same characteristics as standard pipe in respect of collapse under net external pressure. Therefore, because of the possibility of collapse of folded liner pipe under external hydrostatic pressure, the designer should determine the maximum external hydrostatic pressure (including a safety factor) to which the liner could be exposed when empty, and should design such that the liner will not collapse under these conditions and should specify a type test at that pressure.
Planning
It is vital to know the internal diameter of the host main accurately in order to specify correctly the PE100 liner pipe OD (and SDR), and also the liner end termination fittings.. In this respect, nominal and/or specification host pipe dimensions may provide a guide to the host pipe ID, but can be misleading; direct/indirect measurement of host pipe ID is always advised as the first stage check.
Prior to the insertion of the folded PE100 liner pipe, the inside of the host main must be thoroughly cleaned and checked to be free from any debris or geometric intrusions, such as ferrules, plugs or significant casting faults. It is recommended that a recorded internal inspection is made using CCTV. The internal diameter of the host pipe must be known to enable the right diameter of the liner pipe to be chosen, so that diameter may need to be determined well in advance in order to have a non-standard pipe size manufactured if necessary.
This method applies tension to the PE100 pipe during installation. The tensile load on the pipe during installation must be calculated to establish whether it exceeds the maximum allowable load. Pipe manufacturers can advise on the allowable loads. If the calculation shows that the maximum permissible load may be exceeded then it may be necessary to increase the capacity of the PE100 pipe by increasing its thickness. This will require a check of ID and OD to ensure that flow capacity and external clearances are still adequate.
HEALTH, SAFETY & ENVIRONMENT
All excavations, pits, etc. which personnel will enter must comply with relevant safety regulations covering support and shoring. Relevant confined space entry procedures must also be followed. Examples of relevant legislation are:
- Germany: DIN4124 Excavations & Trenches
- USA: OSHA, State and local regulations
- UK: HSG47, Avoiding Danger from Underground Services; HSG150, Health & Safety in Construction, L101 Safe work in confined spaces.
For safety, reliable communications must be in place between the pipe entry location and the winch operator, so the winch can be stopped immediately if anything goes wrong. This communication is vitally important throughout, as the pull and entry ends are often several hundred metres apart, yet it must be possible to stop the pull instantly at any time.
STANDARDS & CODES OF PRACTICE
See Standards and Codes of Practice
COMMON/SECONDARY MODULES
- Pipe assembly & handling
- Installation Manual
- Isolations
- Host pipe cleaning & inspection
- End fittings
- Testing & inspection
- Piecing up
- Excavations & pit sizes
USEFUL LINKS
Related keywords : fold factory, close fit, folding pipe, what is pe lining, fold a pipe, pe lining process